Step1.下載.stl格式的3D模型(若已經有.stl格式的3D模型請略過)
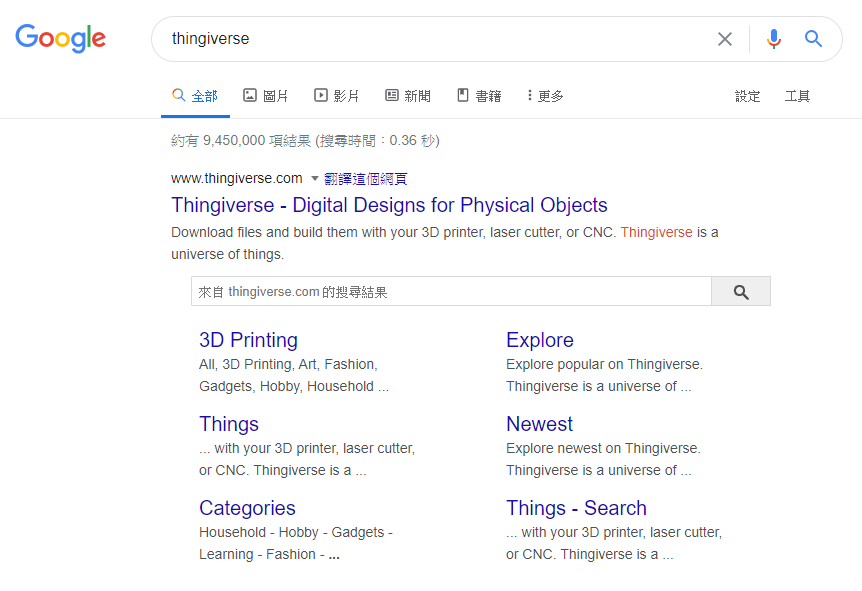
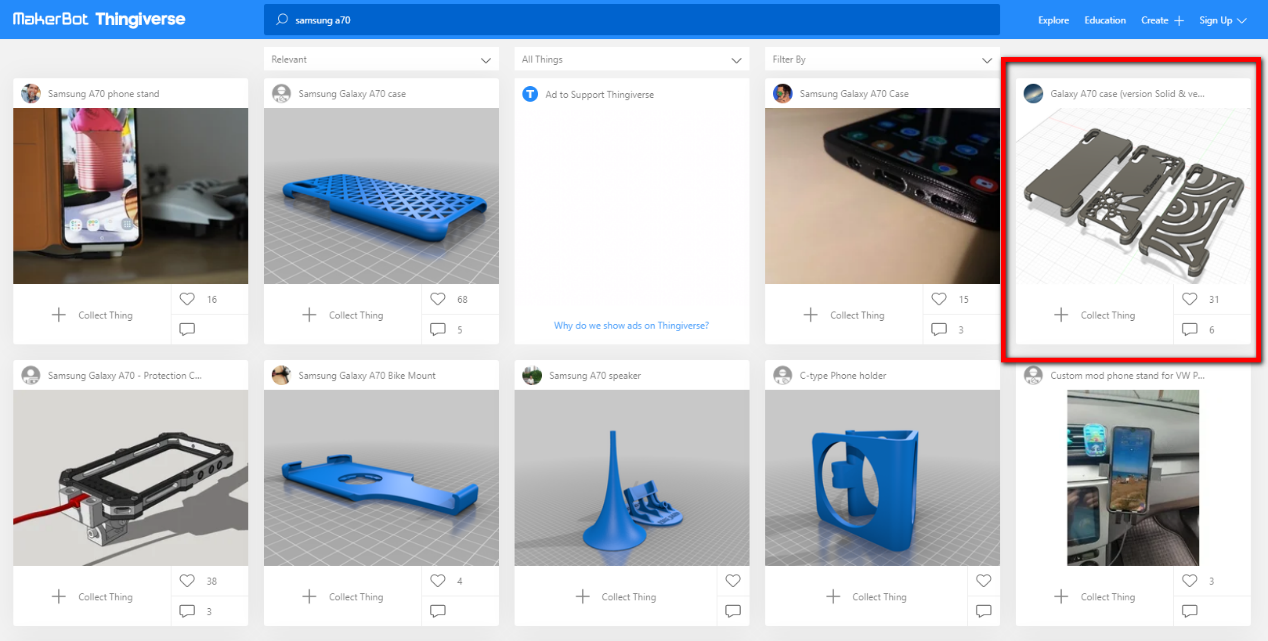
Step2.輸入關鍵字「samsung a70」下搜尋放大鏡,並寫點選下列模型
Step3. 點選右側Download All Files下載模型
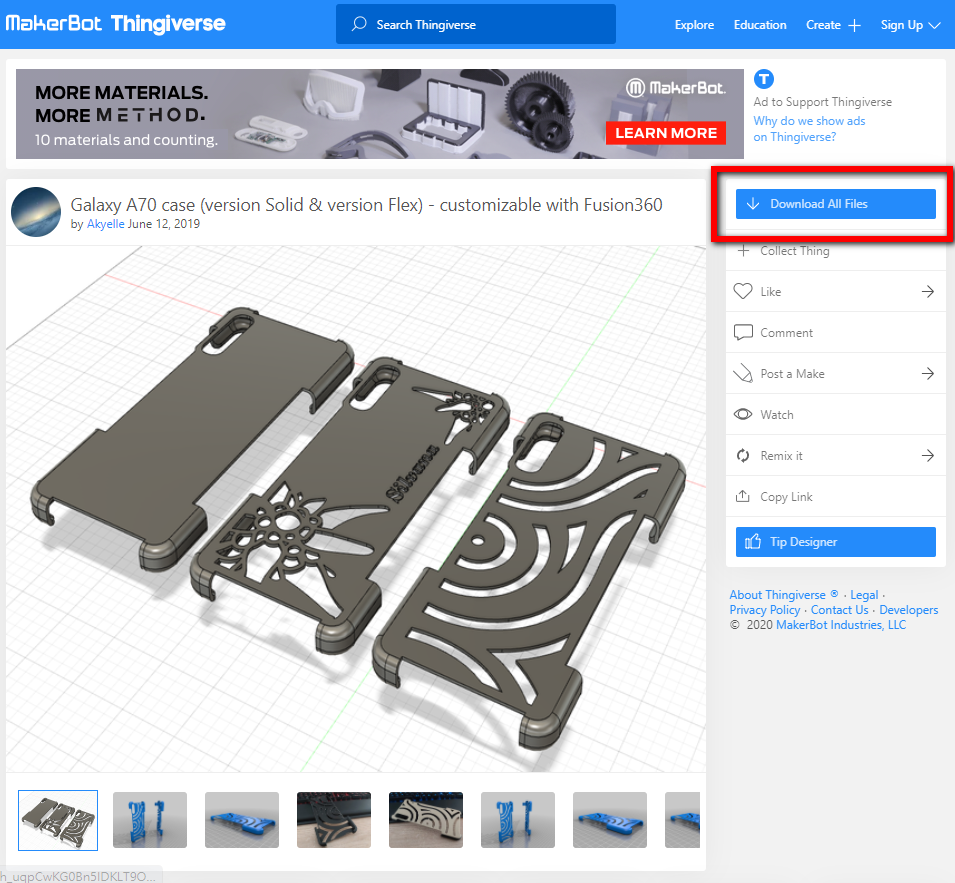
Step4.等待下載完畢後才可關閉網頁!

Step5.下載完畢後,開啟下載資料夾
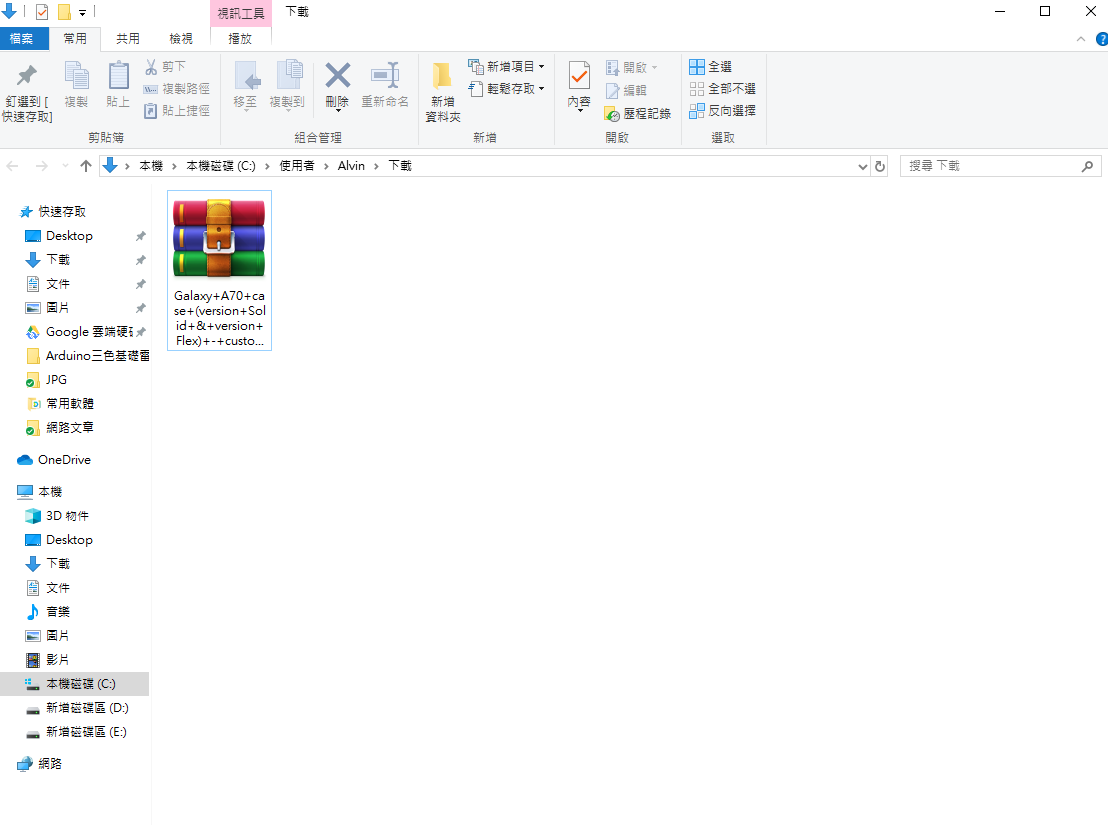
Step6.將下載好的「壓縮資料夾」解壓縮,然後會多出一個已經被解壓縮的資料夾

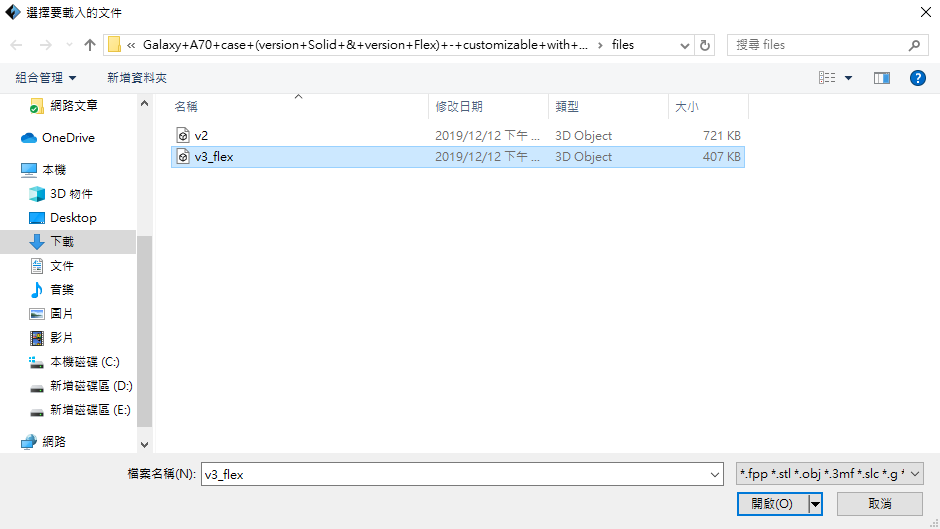
Step7.進入到被解壓縮完成的資料夾中的「file」目錄下,則可以看到可以被3D列印的模型出現

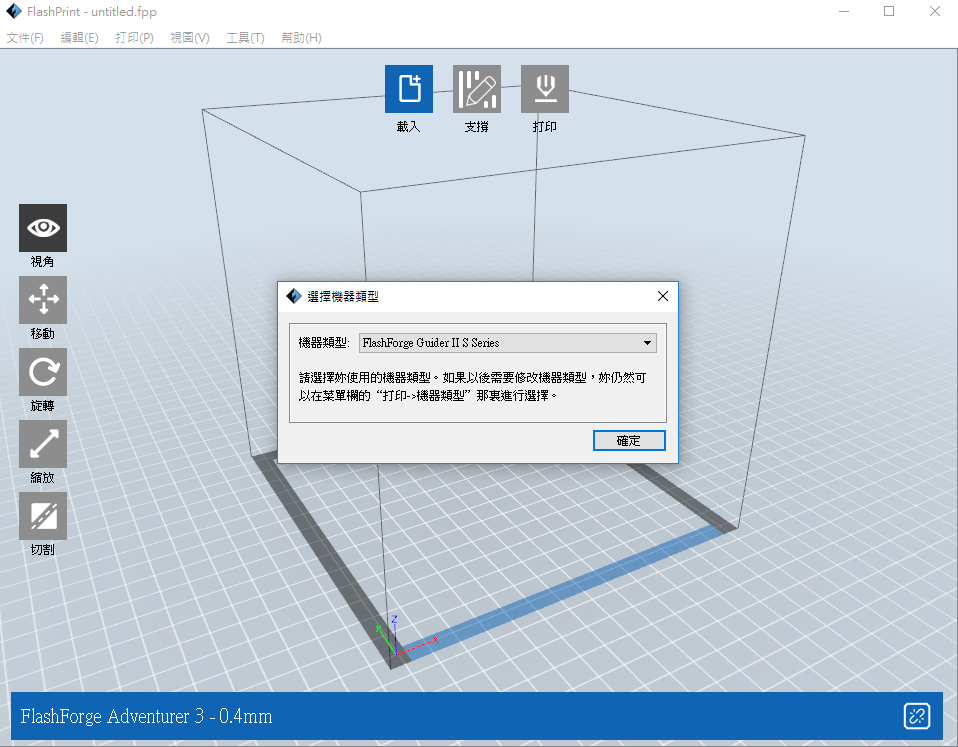
Step8.點選Flashprint圖示,開啟閃鑄切片軟體

Step9.第一次安裝完成進入時,軟體會詢問機器是哪一台,選擇
Guider II S Series
Step10. 按下上方的載入按鈕,到下載資料夾中找到剛才解壓縮過後的資料夾中的file目錄內,點選要3D列印的模型,並且按下開啟

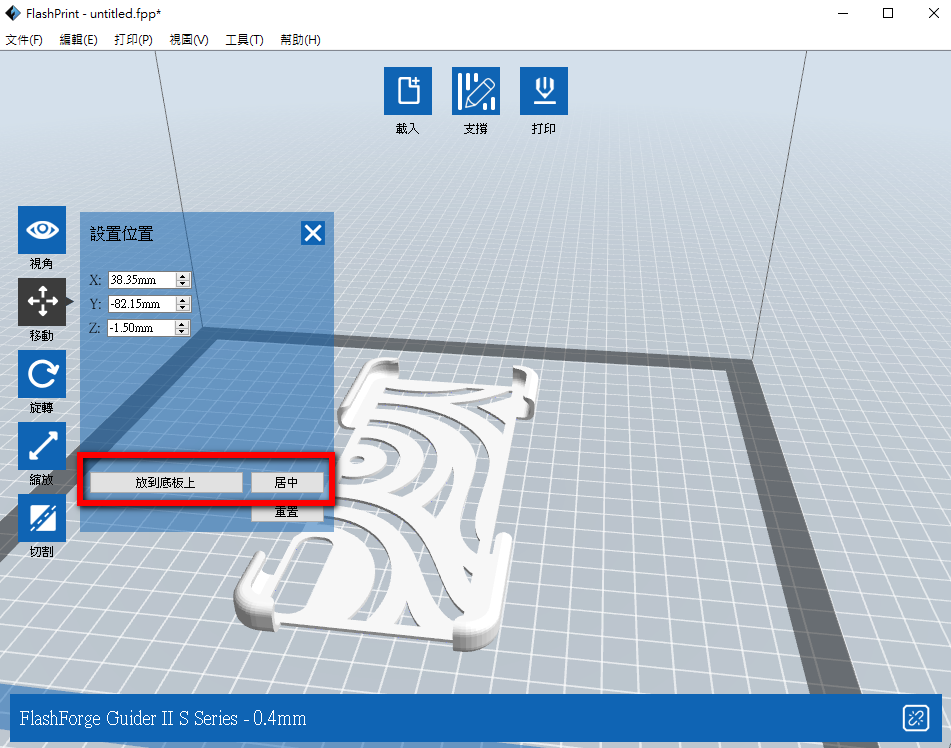
Step11.模型已經載入,若模型沒有位於底板正中間,使用滑鼠左鍵點選左側移動2下,此時會出現模型位置設定的選項,再次個別點選放到底板上、居中
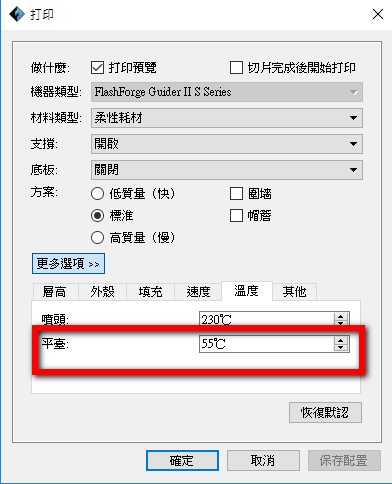
Step12.若模型沒有懸空面,或是懸空角度可以被機器正常列印,則直接點選打印,列印TPU、TPE材料時,建議將底板關閉,當有設定改動過的時候,右下角可以點選保存配置

Step13.點選更多選項,切換到溫度頁面,預設平台溫度為30度,建議設定55度~70度之間,這裡我們設定為55度,設定完畢之後按下保存配置,最後按下確定
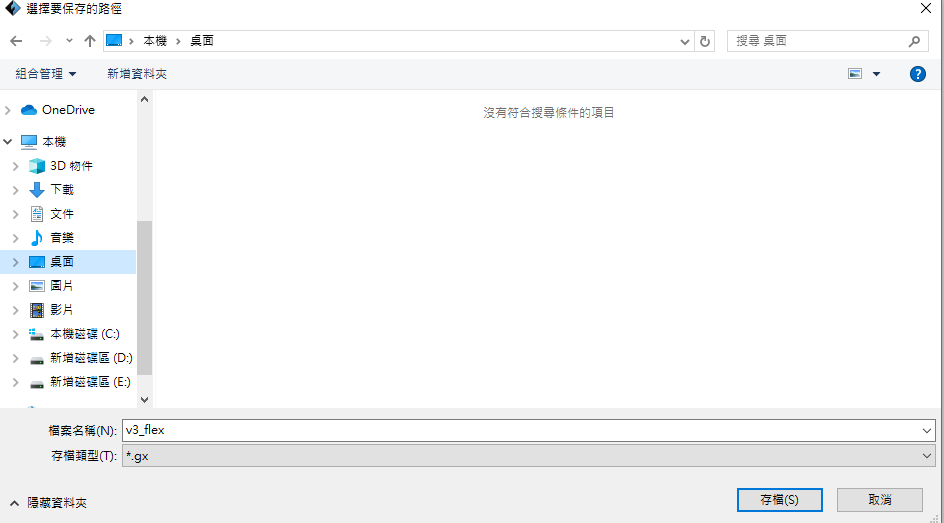
Step14.此時軟體會要求儲存參數檔案,注意存檔類型為*.gx,與一般開源機器的*.gcode不同!此時可以直接存檔至USB隨身碟內,在將隨身碟插入到Guider II S 3D列印機上,直接點選觸控螢幕操作列印。在這裡我們先儲存到桌面上。
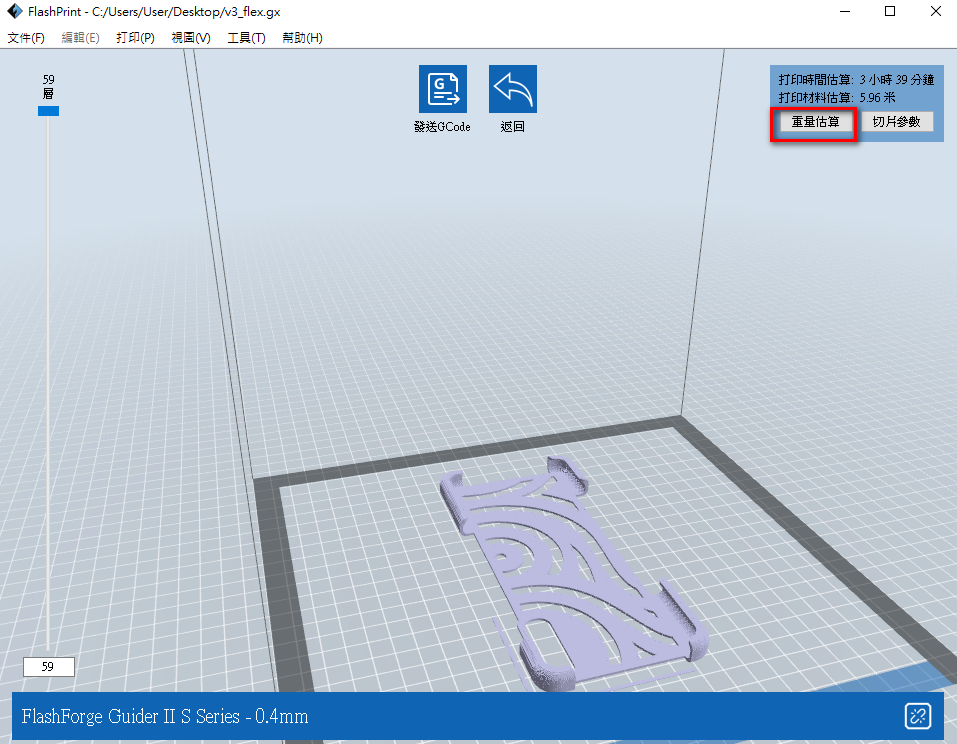
Step15.此時出現切片完畢後的模擬畫面,左上角分析出需要列印59層
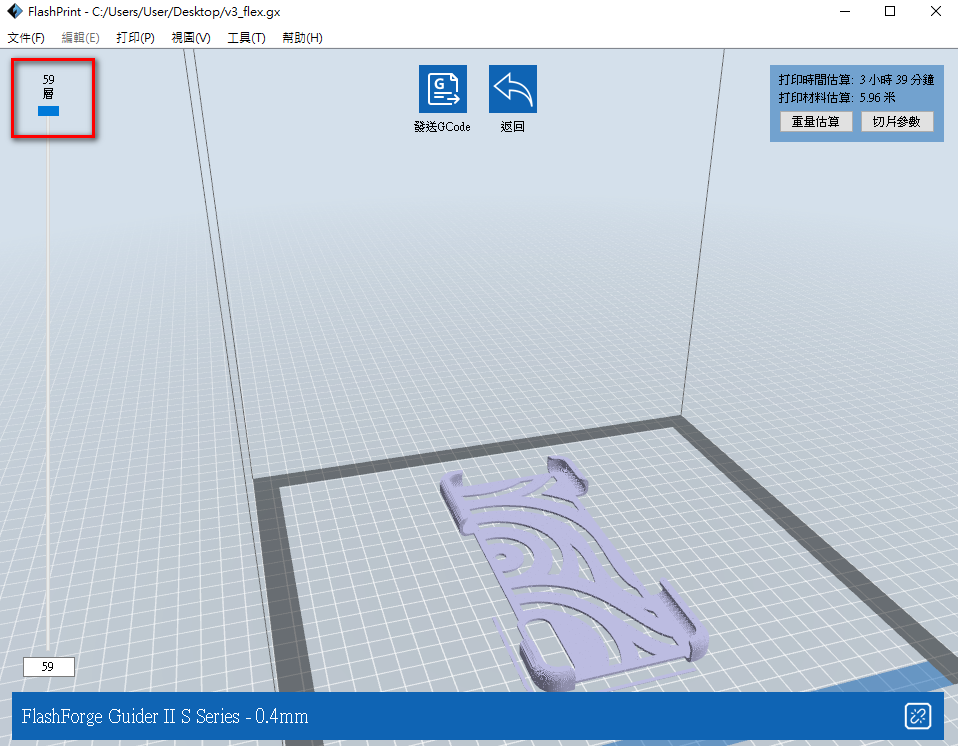
Step16. 點選右上角的重量估算
出現模型重量、長度估計,請注意材料類型要跟自己裝配的材料匹配!在此我們使用柔性號材,確認材料資訊之後就可以按下右上角的X關閉重量估算視窗
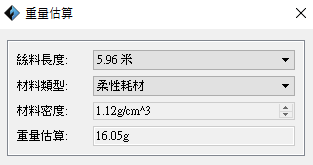
NOTE:實際重量會跟預估重量有些許誤差!在這裡只是粗略的估計,讓使用者可以預估一下材料是否足夠
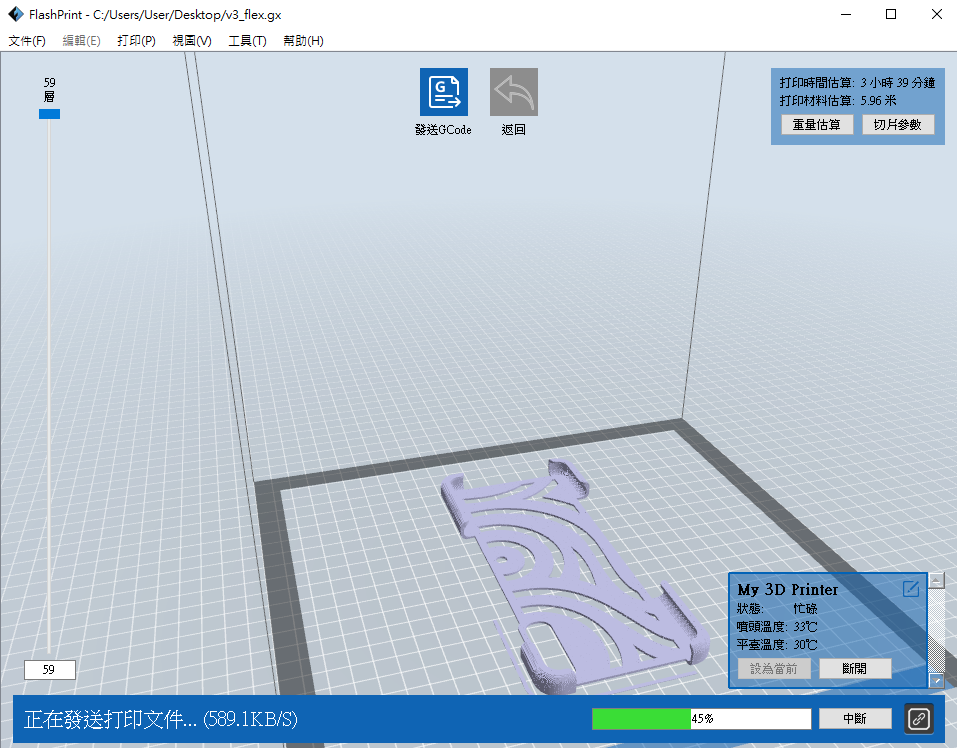
Step17. Guider II S可以讀取USB隨身碟列印,也可以將機器連上WIFI分享器上,直接由電腦發送資料列印,在此我們已將Guider II S連上WIFI,所以直接點選發送GCode

Step18.連接模式使用自動時,可以搜尋WIFI網段內有那些3D列印機,先去機器上確認機器的IP位置後,再回到電腦上點選連接

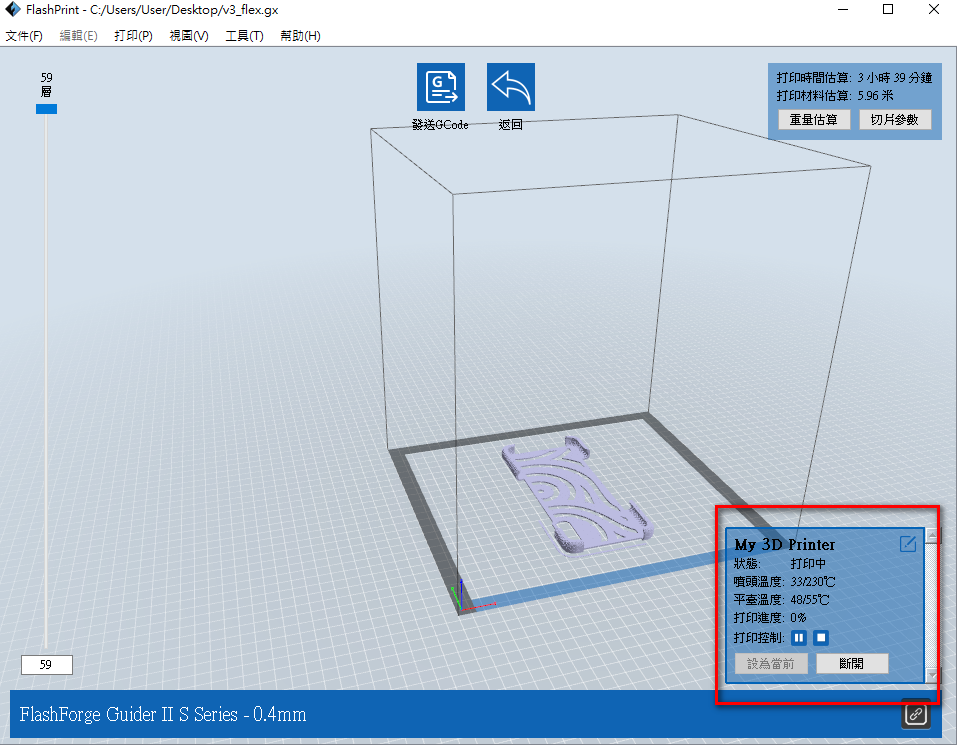
Step19.此時會將剛才設定好的*.gx檔案直接發送到Guider II S 3D列印機上進行列印,並且右下角會顯示資料傳送進度、噴頭溫度、平台溫度,若有任何狀況需要停止,也可以直接點選中斷或是停止列印
Step20.這時候機器已經可以單機執行列印,可以直接按下右上角的X關閉切片軟體
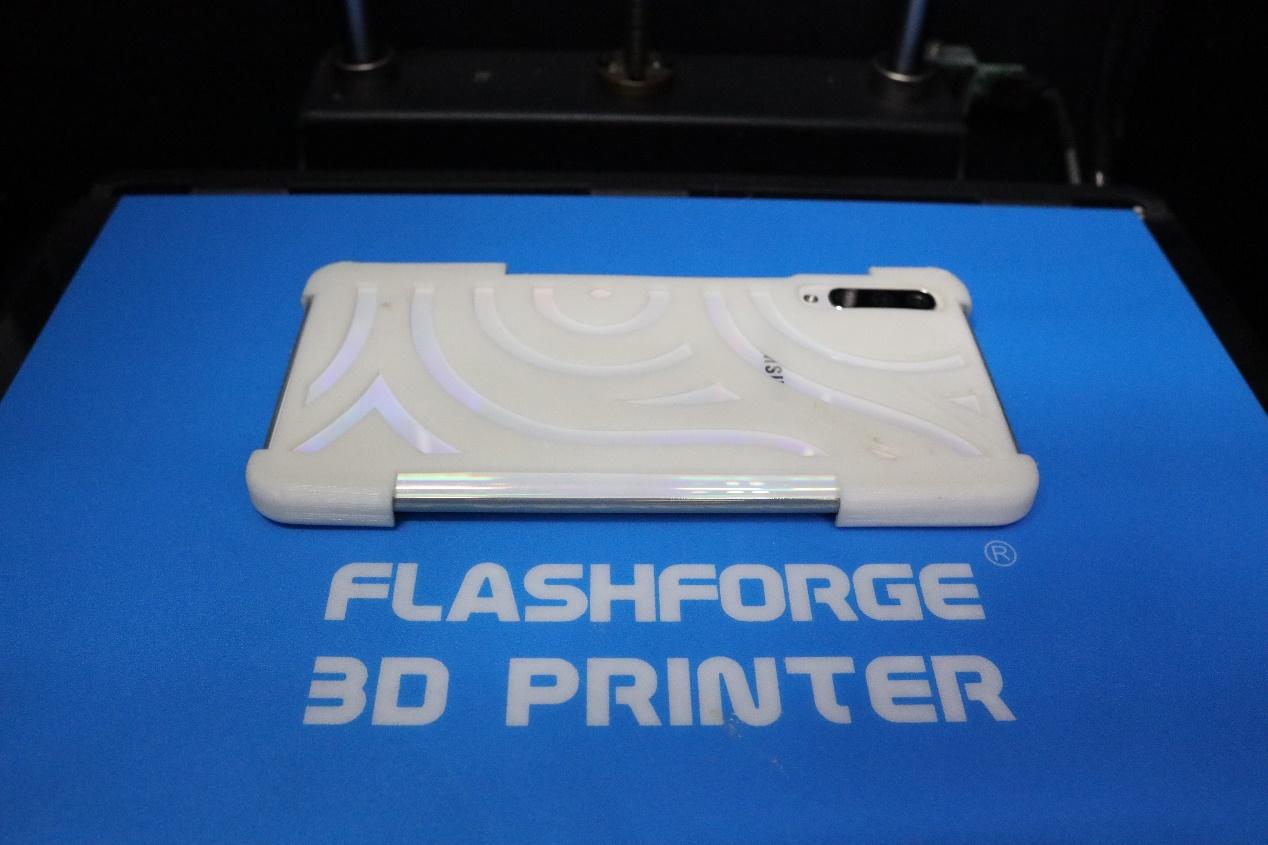
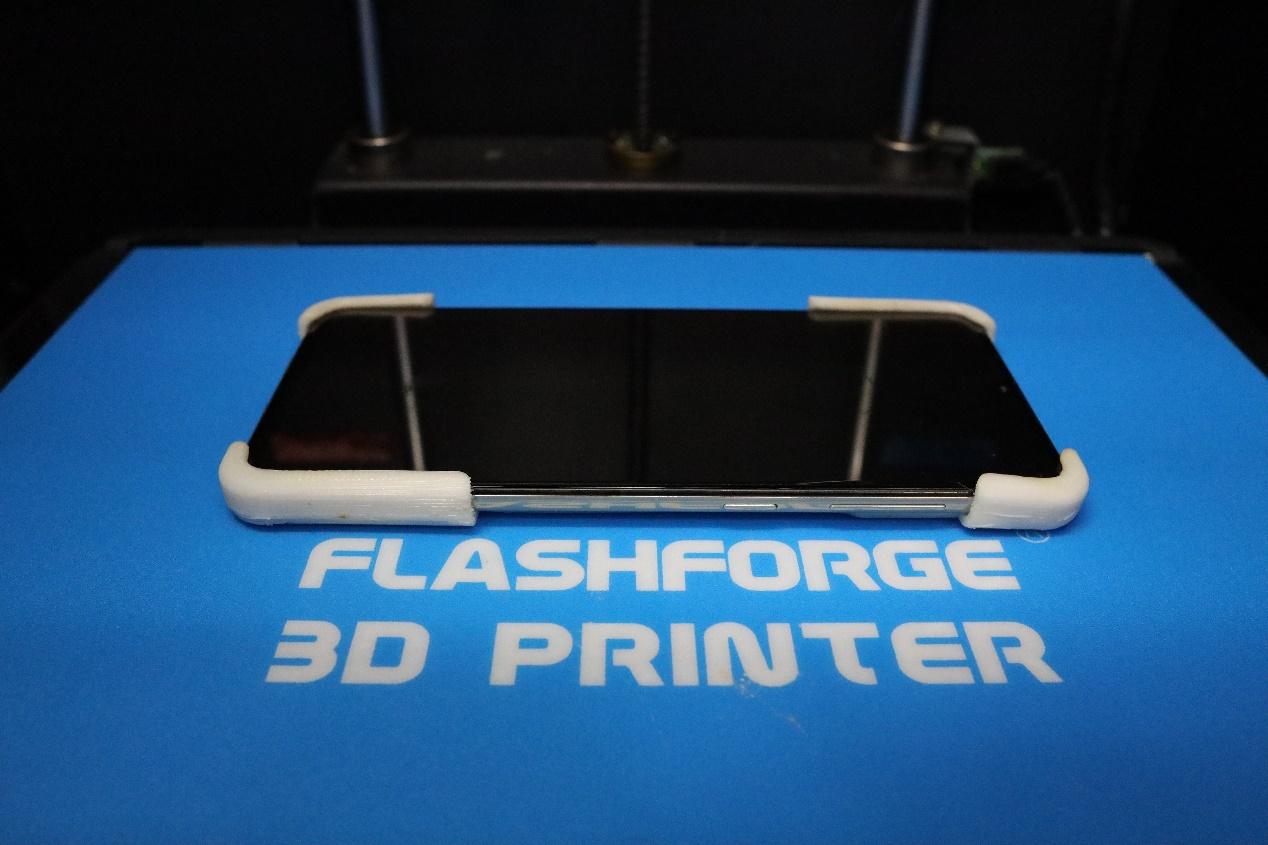
Step21.完成品。柔性材料在列印移動的過程當中非常容易牽絲,所以常常因為切片參數設定不良會造成失敗,使用Guider II S列印這樣的材料既方便又簡單!